Difetti di verniciatura a spruzzo: come riconoscerli, capire le cause e risolverli davvero
Nella verniciatura a spruzzo, ottenere una finitura perfetta non dipende solo dalla qualità della vernice utilizzata. Anche con prodotti eccellenti, basta un piccolo errore di preparazione, regolazione della pistola, viscosità o gestione dell’aria compressa per compromettere il risultato finale.
Ed è proprio questo il motivo per cui molti difetti di verniciatura continuano a ripresentarsi.
Spesso si tende a pensare che il problema dipenda esclusivamente dal prodotto verniciante, quando in realtà la causa può trovarsi nella preparazione della superficie, nella tecnica di applicazione, nella temperatura ambiente, nella pressione dell’aria o addirittura nella contaminazione del circuito.
In questo articolo analizziamo i principali difetti della verniciatura a spruzzo, spiegando:
- come riconoscerli;
- quali sono le cause più frequenti;
- quali errori li generano;
- come prevenirli;
- quali soluzioni pratiche adottare.
L’obiettivo non è solo mostrare una lista di problemi, ma aiutare chi vernicia a capire realmente cosa sta succedendo durante il processo.
Perché si formano i difetti di verniciatura
La verniciatura a spruzzo è un equilibrio delicato tra diversi parametri:
- viscosità del prodotto;
- temperatura ambiente;
- umidità;
- pressione dell’aria;
- distanza pistola-pezzo;
- velocità di applicazione;
- qualità dell’atomizzazione;
- tempi di appassimento;
- pulizia del supporto;
- qualità dell’aria compressa.
Quando uno solo di questi elementi esce dal corretto intervallo operativo, il film di vernice può reagire in modo anomalo.
Il risultato sono difetti estetici o funzionali che possono compromettere:
- l’aspetto del pezzo;
- la brillantezza;
- l’adesione;
- la resistenza chimica;
- la durata del rivestimento;
- la protezione anticorrosiva.
In ambito industriale questo significa spesso rilavorazioni, aumento dei costi, scarti produttivi e ritardi nelle consegne.
Buccia d’arancia
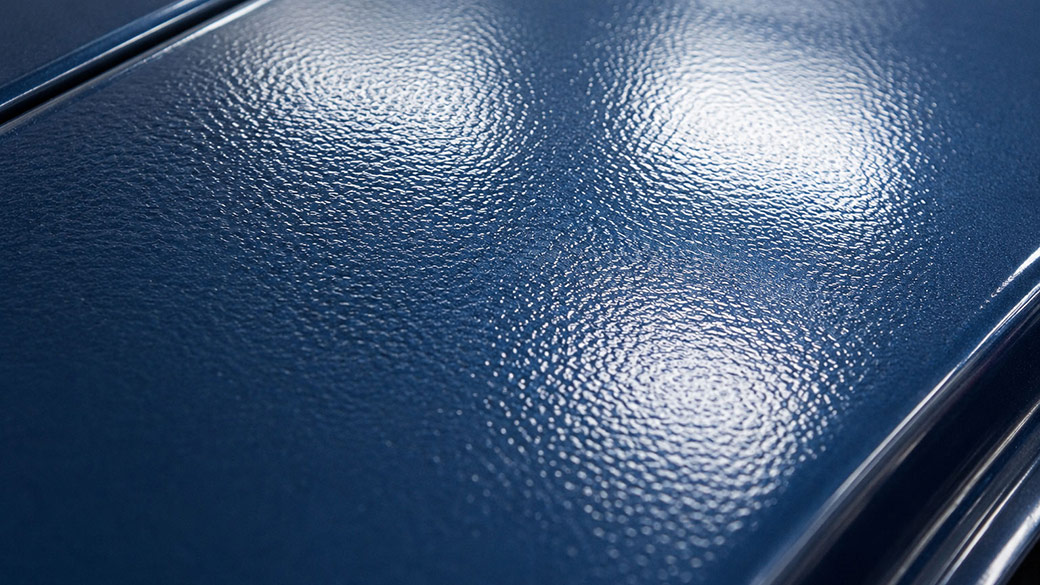
La buccia d’arancia è probabilmente il difetto più conosciuto nella verniciatura a spruzzo.
Come si presenta
La superficie appare irregolare, granulosa e ondulata, molto simile alla pelle di un’arancia.
La vernice non riesce a distendersi correttamente e il film rimane “tirato”, con una texture visibile soprattutto in controluce.
Cause più frequenti
Le cause possono essere diverse:
- viscosità troppo elevata;
- diluizione insufficiente;
- utilizzo di diluente troppo rapido;
- distanza eccessiva tra pistola e superficie;
- pressione aria errata;
- temperatura ambiente troppo alta;
- applicazione troppo asciutta;
- pistola sporca o non regolata correttamente;
- spessore film non uniforme.
Molto spesso il problema nasce da una combinazione di più fattori.
Errori tipici
Uno degli errori più comuni è aumentare troppo la distanza della pistola per paura delle colature.
In questo modo però parte del solvente evapora prima che la vernice raggiunga il supporto, impedendo al film di distendersi correttamente.
Anche l’utilizzo di aria compressa instabile o insufficiente può peggiorare notevolmente l’atomizzazione.
Come prevenire la buccia d’arancia
Per ridurre il rischio di questo difetto è importante:
- controllare la viscosità;
- utilizzare il diluente corretto in base alla temperatura;
- mantenere una distanza costante;
- applicare mani uniformi;
- verificare la pressione reale in pistola;
- utilizzare ugelli adeguati;
- evitare ambienti troppo caldi.
Anche la qualità della pistola influisce molto.
Una cattiva atomizzazione produce gocce troppo grandi che faticano a livellarsi.
Come correggerla
Se il difetto è lieve, può essere corretto con:
- carteggiatura;
- lucidatura;
- compound abrasivi.
Nei casi più gravi è spesso necessario:
- spianare la superficie;
- riverniciare.
Colature

Le colature sono accumuli di vernice che scendono lungo la superficie formando gocce o striature.
Come si riconoscono
Sono molto evidenti sulle superfici verticali.
La vernice appare “caduta” verso il basso creando spessori irregolari.
Cause principali
Le cause più frequenti sono:
- applicazione troppo carica;
- mani troppo pesanti;
- velocità di passaggio troppo lenta;
- distanza troppo ravvicinata;
- viscosità troppo bassa;
- eccesso di diluente;
- temperatura troppo bassa;
- tempi di evaporazione insufficienti tra le mani.
Un errore molto comune
Molti operatori cercano una finitura più lucida caricando eccessivamente il prodotto.
In realtà oltre un certo limite il film perde stabilità e inizia a colare.
Come evitarle
Per prevenire le colature è fondamentale:
- mantenere movimenti regolari;
- evitare soste durante l’applicazione;
- applicare mani uniformi;
- controllare viscosità e diluizione;
- rispettare i tempi di flash-off;
- adattare il prodotto alla temperatura ambiente.
Come risolverle
Se la colatura è fresca, in alcuni casi è possibile intervenire immediatamente.
Se invece il film è già indurito, normalmente si procede con:
- carteggiatura localizzata;
- livellamento;
- lucidatura;
- eventuale riverniciatura.
Crateri o occhi di pesce

I crateri, chiamati spesso anche “occhi di pesce”, sono piccoli fori circolari che si aprono nel film di vernice.
Come si presentano
La superficie appare come respinta in alcuni punti.
Al centro del cratere spesso è visibile una contaminazione.
Perché si formano
Il problema è quasi sempre legato a contaminazioni superficiali.
Le principali cause sono:
- silicone;
- olio;
- grasso;
- cere;
- residui di detergenti;
- aria compressa contaminata;
- tubazioni sporche;
- lubrificanti presenti nell’impianto.
Attenzione all’aria compressa
Molti sottovalutano quanto l’aria compressa influisca sulla qualità finale.
Condensa, olio o impurità possono compromettere completamente l’applicazione.
Per questo motivo filtrazione e trattamento aria sono fondamentali.
Come prevenire i crateri
Per evitare questo problema è importante:
- pulire correttamente il supporto;
- utilizzare antisiliconici adeguati;
- controllare filtri e separatori;
- evitare contaminazioni ambientali;
- mantenere pulita la pistola;
- utilizzare aria compressa asciutta e filtrata.
Come correggerli
Normalmente è necessario:
- carteggiare la zona;
- eliminare la contaminazione;
- pulire nuovamente;
- riverniciare.
Pinholes o fori di spillo

I pinholes sono piccoli fori molto fini presenti nel film verniciante.
Come si riconoscono
La superficie appare punteggiata da microfori.
In alcuni casi diventano visibili solo dopo essiccazione.
Cause più frequenti
Tra le cause principali troviamo:
- solventi intrappolati;
- essiccazione troppo rapida;
- supporto poroso;
- umidità;
- spessori eccessivi;
- contaminazioni;
- applicazione errata del fondo.
Un problema sottovalutato
Spesso il difetto nasce negli strati sottostanti.
Per esempio un fondo non completamente essiccato può rilasciare solventi durante la fase successiva.
Come prevenirli
È importante:
- rispettare i tempi di essiccazione;
- evitare spessori troppo elevati;
- controllare temperatura e ventilazione;
- preparare correttamente il supporto;
- applicare mani corrette.
Soluzioni pratiche
Nella maggior parte dei casi occorre:
- carteggiare;
- isolare correttamente;
- ripristinare il ciclo.
Velatura o opacizzazione
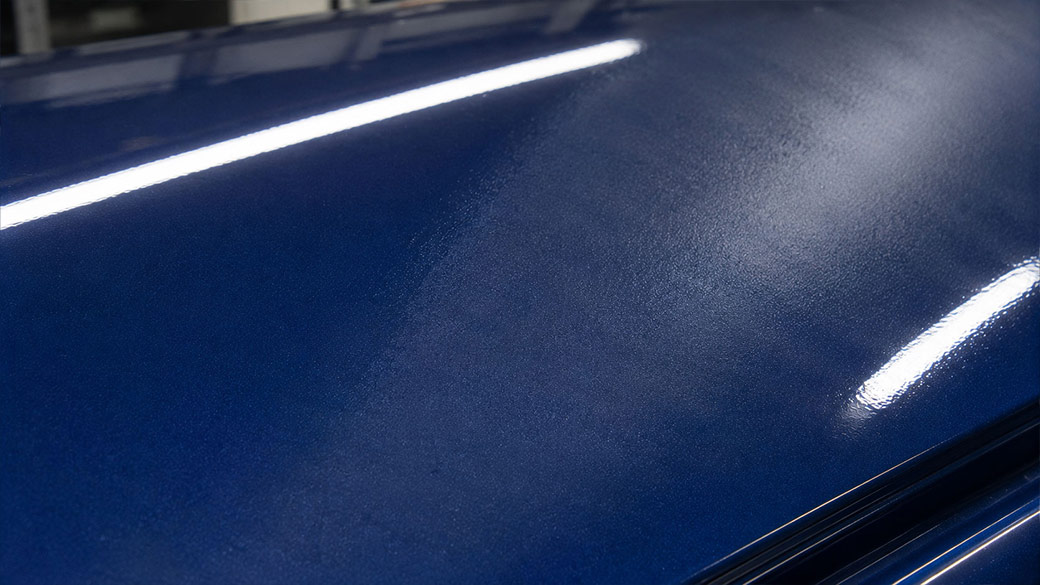
La vernice perde brillantezza e appare opaca o lattiginosa.
Cause principali
Questo difetto è spesso legato a:
- umidità elevata;
- evaporazione troppo rapida;
- diluente errato;
- temperatura ambiente sfavorevole;
- condensazione.
Quando si verifica più facilmente
È frequente nelle giornate umide o fredde.
Anche l’utilizzo di diluenti troppo rapidi può raffreddare eccessivamente la superficie durante l’evaporazione.
Come prevenirla
- controllare umidità e temperatura;
- utilizzare prodotti adeguati alle condizioni ambientali;
- evitare ventilazioni aggressive;
- verificare i tempi di evaporazione.
Come correggerla
Dipende dalla gravità.
In alcuni casi è sufficiente lucidare.
Nei casi peggiori bisogna carteggiare e riapplicare.
Raggrinzimento
Il film di vernice si increspa creando pieghe e deformazioni.
Cause principali
Il problema può derivare da:
- incompatibilità tra prodotti;
- solventi troppo aggressivi;
- vernice sottostante non indurita;
- spessori eccessivi;
- sovrapplicazioni errate.
Dove si verifica spesso
È frequente durante riparazioni o sovraverniciature.
Come prevenirlo
- rispettare i cicli indicati;
- verificare compatibilità prodotti;
- utilizzare fondi isolanti quando necessario;
- evitare mani troppo cariche.
Come risolverlo
Nella maggior parte dei casi è necessario:
- rimuovere il film danneggiato;
- isolare;
- rifare il ciclo.
Scarsa adesione e spellicolamento
La vernice tende a staccarsi dal supporto o dagli strati sottostanti.
Cause più comuni
- preparazione superficiale insufficiente;
- carteggiatura errata;
- contaminazioni;
- supporto non compatibile;
- tempi errati tra le mani;
- mancanza di ancoraggio.
Un errore frequente
Molti problemi di adesione nascono dalla fretta.
Pulizia superficiale e preparazione del supporto vengono spesso sottovalutate.
Come evitarli
- sgrassare correttamente;
- utilizzare grane adeguate;
- rispettare le schede tecniche;
- evitare di verniciare superfici contaminate.
Soluzione
Quando il problema è esteso, spesso l’unica soluzione efficace è:
- rimuovere gli strati difettosi;
- ripristinare completamente il ciclo.
Bolle e blistering
Si presentano come rigonfiamenti o bolle nel film verniciante.
Cause principali
Le più frequenti sono:
- umidità intrappolata;
- corrosione sottostante;
- contaminazioni;
- supporti non asciutti;
- temperature errate.
Perché sono pericolose
Non compromettono solo l’estetica.
Possono indicare perdita di adesione e problemi di protezione anticorrosiva.
Come prevenirle
- preparare correttamente il supporto;
- evitare umidità;
- utilizzare cicli adeguati;
- controllare l’essiccazione.
Inclusioni di polvere e sporco
Uno dei problemi più comuni in verniciatura.
Come si presentano
Piccoli puntini o impurità inglobate nella superficie.
Cause più frequenti
- ambiente sporco;
- filtrazione insufficiente;
- aria contaminata;
- tute o panni non idonei;
- pulizia insufficiente del pezzo.
Un aspetto spesso sottovalutato
Anche la movimentazione del pezzo influisce.
In molti casi il problema nasce dopo la pulizia e prima della verniciatura.
Come evitarlo
- mantenere pulita la cabina;
- utilizzare panni antipolvere;
- controllare filtri;
- limitare turbolenze;
- usare aria correttamente filtrata.
Differenze di colore e macchiature
Il colore appare non uniforme.
Cause più comuni
- cattiva miscelazione;
- distanza di applicazione variabile;
- sovrapposizione non uniforme;
- orientamento scorretto dei metallizzati;
- pressione errata.
Nei metallizzati
La gestione dell’atomizzazione è fondamentale.
Una variazione minima può cambiare completamente l’orientamento delle particelle metalliche.
Essiccazione lenta
La vernice rimane morbida o appiccicosa.
Cause principali
- catalisi errata;
- temperatura troppo bassa;
- ventilazione insufficiente;
- spessori elevati;
- umidità.
Conseguenze
Oltre al rallentamento produttivo, aumenta il rischio di:
- impronte;
- contaminazioni;
- segni;
- perdita di brillantezza.
Il ruolo dell’attrezzatura nella qualità finale
Molti difetti non dipendono direttamente dalla vernice.
In tantissimi casi il problema nasce da:
- pistole non adatte;
- atomizzazione insufficiente;
- pressione instabile;
- aria contaminata;
- alimentazione prodotto irregolare;
- manutenzione insufficiente.
Una pistola di verniciatura non serve semplicemente a “spruzzare”.
Influisce direttamente su:
- trasferimento del prodotto;
- uniformità del film;
- overspray;
- qualità estetica;
- stabilità del processo.
Anche una minima variazione di pressione può modificare completamente il risultato finale.
Perché i difetti continuano a ripresentarsi
Molte aziende cercano di correggere il problema solo intervenendo sul prodotto.
In realtà il difetto spesso è legato al processo.
Cambiare vernice senza correggere:
- pressione;
- filtrazione;
- viscosità;
- tecnica di applicazione;
- preparazione del supporto;
- qualità dell’aria;
significa molto spesso ritrovarsi con lo stesso problema dopo poche lavorazioni.
Come ridurre davvero i difetti di verniciatura
Per migliorare stabilmente la qualità non basta intervenire “quando compare il difetto”.
Serve controllo del processo.
Le aziende che ottengono risultati costanti lavorano soprattutto su:
- standardizzazione;
- controllo viscosità;
- gestione aria compressa;
- manutenzione attrezzature;
- formazione operatori;
- controllo ambientale;
- scelta corretta di ugelli e pistole;
- stabilità dei parametri.
- La differenza tra una verniciatura stabile e una piena di problemi spesso non è nel prodotto utilizzato, ma nella capacità di controllare tutto ciò che accade intorno all’applicazione.
Conclusioni
I difetti di verniciatura a spruzzo non sono mai casuali.
Ogni difetto è il risultato di uno squilibrio nel processo.
Imparare a riconoscerli rapidamente permette non solo di correggere il problema, ma soprattutto di evitarne la ricomparsa.
Ed è proprio qui che fanno la differenza:
- esperienza;
- conoscenza del processo;
- qualità delle attrezzature;
- controllo dell’applicazione.
Perché verniciare bene non significa semplicemente applicare un prodotto.
Significa gestire correttamente un processo tecnico molto più complesso di quanto spesso si pensi.


